Dfm For Sheet Metal Stamping


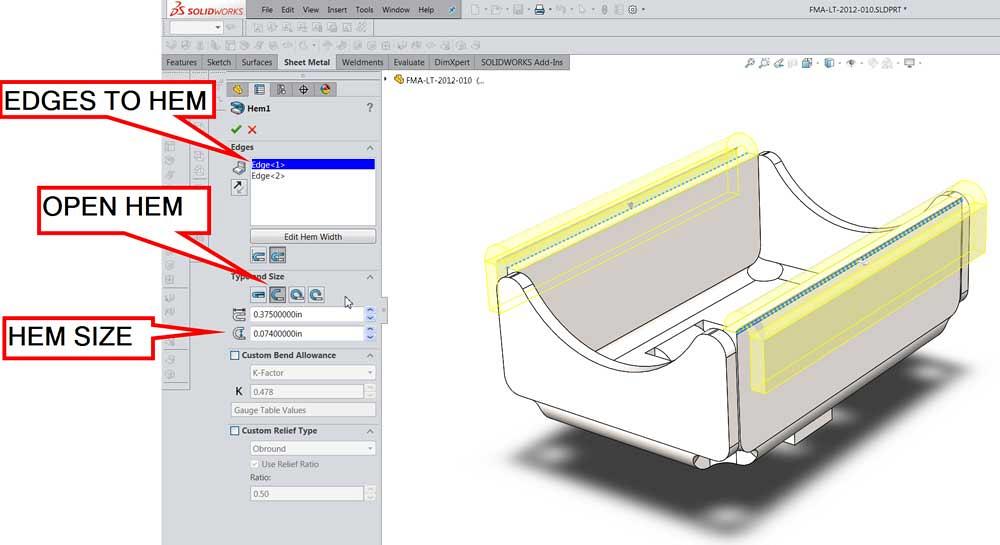
Hem Feature Design Guidelines In Sheet Metal Design Metal Sheet Design Sheet Metal Drawing Metal Design

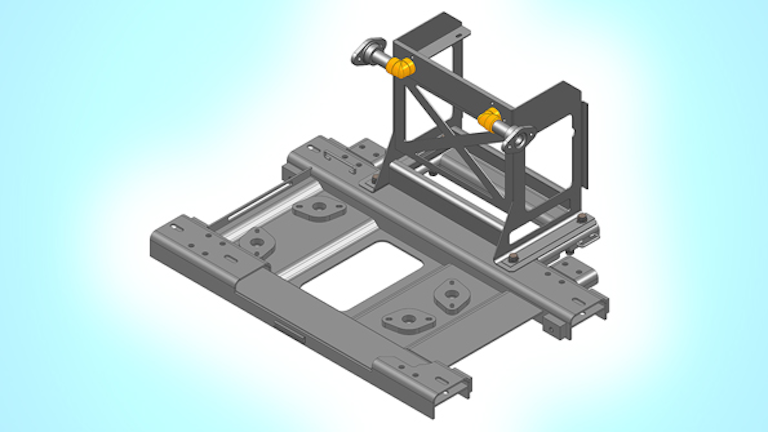
Dfm And The Metal Fabricator

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctv8gsxjn1f7lvu Ujxmg8ouwngxrsvkkz3jw Usqp Cau

Progressive Die Design Strip Layout
The maximum diameter should be six times the material thickness and a maximum depth of one half the inside diameter.
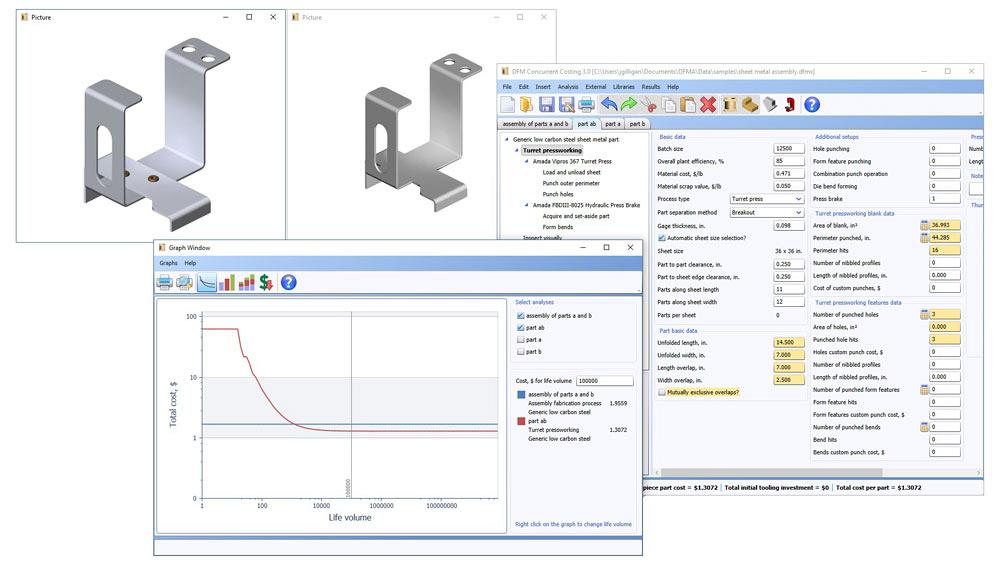
Dfm for sheet metal stamping.
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Stamping Tooling Stamp Progress Tools

Pin On 2017 Cad Tips Tricks Articles

Customized High Quality Motorcycle Sheet Metal Stamping Spare Parts Stainless Steel Sheet Metal Auto Car P Stainless Steel Sheet Metal Metal Stamping Car Parts

Oem China Customized High Precision Sheet Metal Aluminum Bending Parts For Machinery Spare Parts Sheet Metal Metal Aluminum

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctdxzt0tpalusyyfvpxeoxazaqjsvcbsadfwq Usqp Cau

Customized Precision Sheet Metal Dip Galvanized Steel Bending Fabrication Spare Parts For Argicultural Machinery Galvanized Steel Sheet Metal Metal Stamping
Sheet Metal Design Basics For Dfm

Metal Stamping Dies Metal Stamping Dies Tool And Die Maker Metal Stamping

China Factory Sheet Metal Bending Service Customized Stainless Steel Bending Formation Metal Parts Metal Bending Sheet Metal Metal
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Custom Made Stainless Steel Cold Working Machinery Industrial Parts Sheet Metal Fabrication Sheet Metal Fabrication Metal Fabrication Stainless Steel

Metal Stamping Limitations To Know When Designing A Part Hpl Stampings

Pin On Alibaba

Pin On Alibaba

Dfm Archives Precision Metal Stamping Resource California

Hardware Mold Metal Stamping Dies Metal Stamping Sheet Metal

Automotive Metal Stamping Parts Metal Stamping Dies Sheet Metal Fabrication Metal Stamping
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsbck80zhwlwmo8rukgvtvgei5bcge Tc3 1t3xqlnxpppgo9z6 Usqp Cau

Pin On Alibaba

Take A Look At This Chart That Describes The Metal Stamping Industry Deep Drawn Metal Stampings Are Used Daily Around The Gl Metal Stamping Deep Drawing Stamp

Progressive Die Design 4 Keycreator Tool Engaged Youtube Tool And Die Maker Plastic Design Metal Tools

Ready Bender Double Bend Part Youtube Tool And Die Maker Mould Design Design

Tanja Spring Stainless Steel Gate Latches Locks Flexible Toggle Latch Stainless Steel Gate Gate Latch Steel Gate
Source : pinterest.com
